fleece heated throw blanket

Top Ranking
-
1
4. Relief from Ailments For those suffering from chronic pain or arthritis, a heated blanket can provide relief by soothing muscles and joints. The gentle warmth can help reduce stiffness, making it easier to fall asleep and stay asleep.
-
2
Moreover, using a heated blanket can save on heating costs during the winter months. Instead of turning up the thermostat, curl up with a heated blanket to keep warm. This is particularly beneficial for those who are sensitive to high heating bills or who only need localized warmth.
good heated blanket
-
3
As the temperatures begin to drop, the search for warmth and comfort becomes a priority for many of us. One of the most delightful innovations in the world of home textiles is the heated throw fleece—a versatile and cozy addition to any living space. Combining the softness of traditional fleece with the added luxury of warmth, heated throw fleeces redefine relaxation, making them the perfect companion for chilly evenings or lazy afternoons.
-
4
In addition to energy efficiency, DC electric blankets are designed with safety features to prevent overheating. Most models come equipped with automatic shut-off timers, which turn the blanket off after a set period. This feature is particularly beneficial for individuals who may forget to turn off their blanket after falling asleep. Furthermore, the use of DC power minimizes the risk of electric shock, offering peace of mind while you indulge in warmth.
-
5
One of the most significant benefits of using a heating blanket for back pain is the immediate relief it provides. After a long day of sitting or standing, the muscles in the back can become tense and fatigued. By simply turning on a heating blanket, users can experience the soothing warmth that helps to relax these muscles. This immediate effect can be especially beneficial when combined with other treatments such as stretching, physical therapy, or gentle exercise.
-
6
Heat therapy works by increasing blood flow to the affected area, which helps relax muscles and soothe discomfort. It can also help alleviate stiffness and improve flexibility, providing a dual benefit of pain relief and enhanced mobility. Heat mats, typically designed to be applied directly to the back, deliver consistent warmth to the targeted area, making them a convenient option for many sufferers.
-
7
Wireless heating pads are versatile and can be used in various situations. For athletes, they provide an effective means of warming up muscles before and after workouts, reducing the risk of injury. In the workplace, professionals can use them discreetly to alleviate back pain or tension without disrupting their workflow. Additionally, during colder months, a wireless heating pad can be a delightful luxury to combat the chill, making it a popular choice for cozy evenings at home.
-
8
Improved Sleep Quality
Netizens pay attention
Looked and looked
Eco-friendly Heating Solution
5. Ease of Cleaning Because outdoor cats may bring in dirt and debris, a machine-washable blanket is ideal for maintaining hygiene.
Moreover, outdoor heating pads can significantly enhance the experience of outdoor activities. For instance, avid hikers can carry a compact heating pad with them for those moments when they take a break. Placing the pad against their back or legs can make a short rest feel like a mini oasis of warmth. Similarly, outdoor sports fans can take the pads to games, ensuring that they remain comfortable while cheerleading for their favorite team, even on the coldest days.
outdoor heating pad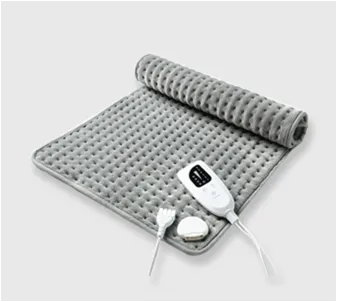
One of the standout features of fitted heated blankets is their use of advanced heating technology. Equipped with multiple heat settings, users have the flexibility to adjust the temperature according to their personal preferences. Whether you’re looking for mild warmth or intense heat, fitted heated blankets cater to all needs. Some models even come with programmable timers, so you can set your blanket to warm up before you get into bed, ensuring that you’re enveloped in warmth as soon as you slide under the covers.
Electric blankets have evolved significantly over the years, blending technology with comfort to enhance user experience. When looking for a good electric blanket, key factors such as safety features, adjustable heat settings, materials used, and ease of care should be prioritized. Modern electric blankets come equipped with automatic shut-off features, ensuring safety by turning off after a set period. This not only prevents overheating but also provides peace of mind for users who may fall asleep while wrapped in their warmth.
Moreover, a quality electric blanket is versatile and can be used in various settings beyond just the bedroom. Whether you’re curling up on the couch to watch your favorite movie, enjoying an outdoor event, or even recovering from an illness, an electric blanket can provide much-needed warmth and comfort. Many blankets also come with travel-friendly designs, allowing users to take their warmth wherever they go.
Conclusion
Brand Recommendations
The price of electric blankets can vary significantly based on several factors, including brand, features, materials, and heat settings. On average, you can expect to pay anywhere from $50 to $200 for a quality double bed electric blanket. Entry-level models tend to be more affordable, while high-end options equipped with advanced features can push the price toward the upper range.
 Compatibility is crucial, as using the wrong kit can lead to premature failure or inefficient performance Compatibility is crucial, as using the wrong kit can lead to premature failure or inefficient performance
Compatibility is crucial, as using the wrong kit can lead to premature failure or inefficient performance Compatibility is crucial, as using the wrong kit can lead to premature failure or inefficient performance Thus, the lowly hub axle seal not only ensures the efficient function of the drivetrain but also protects against potentially catastrophic damage Thus, the lowly hub axle seal not only ensures the efficient function of the drivetrain but also protects against potentially catastrophic damage
Thus, the lowly hub axle seal not only ensures the efficient function of the drivetrain but also protects against potentially catastrophic damage Thus, the lowly hub axle seal not only ensures the efficient function of the drivetrain but also protects against potentially catastrophic damage


 Over time, this could result in irreversible damage to the cylinder and adjacent components, causing delays in production and increasing maintenance costs Over time, this could result in irreversible damage to the cylinder and adjacent components, causing delays in production and increasing maintenance costs
Over time, this could result in irreversible damage to the cylinder and adjacent components, causing delays in production and increasing maintenance costs Over time, this could result in irreversible damage to the cylinder and adjacent components, causing delays in production and increasing maintenance costs